 Co., Ltd.")

При штамповке штамповки, как правило, возникает явление падения железных чипсов, особенно вокруг ножа отходов нижней матрицы.
Удаление железных чипов не только серьезно влияет на качество продукции и чистоту внешнего вида формы, но также снижает эффективность производства.
Анализ показывает, что это связано с невертикальной кромкой обрезки, несоответствием между частями и поверхностью формы, вторичной обрезкой вертикальной обрезки края, неразумный зазор края, плохая отделка края, вторичная резка ножа лома, Недостаточная твердость края, глубокое проникновение края и необоснованная конструкция процесса формовки.
Меры контроля для этого:
1. Железные нити генерируются на месте лома ножа
Лом железа в основном вызвана процессом штамповки на месте лома ножа.
Меры следующие: изменить форму верхней формы обрезки отходов 10 мм до края, сделать его в форме прорывного края, и мельница нижней формы отходов края пустой.
2. Пластина не имеет формы и зазор лезвия является необоснованным
Меры, которые необходимо принять, включают в себя использование частей OP10 для рисования пластин, чтобы прикрепить профиль каждой части кромки формы, отремонтировать верхний и нижний края зазоров и отрегулировать глубину проникновения.
3. Обрезка кромок
При обрезке края, чтобы улучшить качество сечения и срок службы края, можно принять следующие три меры:
1) Длина обрезки должна быть на 3 мм больше, чем длина обрезки, чтобы убедиться, что когда верхняя и нижняя штампы полностью закрыты, кромка обрезки разрезается на 1-3 мм, и переход идет медленно.
2) Вертикальный край обрезки края верхней формы и вертикальный край обрезки части находятся под углом 10 °.
3) Установите Направляющий Блок, насколько это возможно, чтобы устранить боковую силу на кромке.
4. Дизайн процесса прессформы
1) использование двух или более обрезки.
Преимущества использования этой меры: зазор режущей кромки является разумным, не будет производить заусенцев и утюжок, легко удалить отходы, качество деталей стабильное и высокая эффективность производства.
2) общая Обрезка всей стороны.
Преимущества использования этой меры: зазор режущей кромки является разумным, не будет производить заусенцев и утюжок, легко удалить отходы, качество деталей стабильное и высокая эффективность производства.
3) Обрезка центральной зоны Разделения двойных частей.
Оригинал в производственном процессе, через верхний пресс-формы, пресс-формы и нижний штамповочный Перфоратор с сжатия пластины, верхний и нижний вырубной край отходов с внедрением разделения отходов.
Вместо этого, отходы посередине отрезаны принудительным прорывным ножом верхней формы и отрезаны режущей кромкой выпуклой и вогнутой матрицы с обеих сторон для достижения окончательного разделения отходов.
Таким образом, нижняя форма отходов чип разрядки пространства большой и отходы легко разрядить.
Короткие Комментарии: когда мы нажимаем барабанные фланцы и другие части, мы также будем следовать определенным навыкам, чтобы избежать образования отходов чипы, чтобы контролировать стоимость и предоставлять клиентам выгодные цены.
 Температура комнаты брызг и суша комната должна строго быть проконтролированнойJuly 4, 2022С постоянным изменением температуры и влажности скорость испарения воды также будет зависеть от температуры и производить определенную степень колебаний, поэтому соответствующий персонал только...view
Температура комнаты брызг и суша комната должна строго быть проконтролированнойJuly 4, 2022С постоянным изменением температуры и влажности скорость испарения воды также будет зависеть от температуры и производить определенную степень колебаний, поэтому соответствующий персонал только...view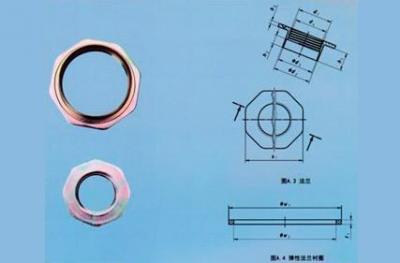 Как много вы знаете о размерах закрытия барабана?July 1, 2022Введение продукта Врезанная система закрытия фланца, в соответствии с международным стандартом: 15750-3:20081 ИСО ЭН БС. Область применения Настоящий стандарт детально определяет структурные характеристики, размеры...view100-летняя годовщина основания партии, 100-летняя памятная память о индустрии упаковки стальных барабанов в Китае!July 1, 20221908 ~ 1921 Британская азиатская нефтяная компания создала первый в Китае завод по производству стальных бочек в Инкоу, Китай-Asia Oil Company Yingkou Oil Depot. Позже Mobil Oil Company создала вторую в Китае сталелитейную компанию.view
Как много вы знаете о размерах закрытия барабана?July 1, 2022Введение продукта Врезанная система закрытия фланца, в соответствии с международным стандартом: 15750-3:20081 ИСО ЭН БС. Область применения Настоящий стандарт детально определяет структурные характеристики, размеры...view100-летняя годовщина основания партии, 100-летняя памятная память о индустрии упаковки стальных барабанов в Китае!July 1, 20221908 ~ 1921 Британская азиатская нефтяная компания создала первый в Китае завод по производству стальных бочек в Инкоу, Китай-Asia Oil Company Yingkou Oil Depot. Позже Mobil Oil Company создала вторую в Китае сталелитейную компанию.view Как выбрать отличные уплотнения крышки барабанаJune 30, 2022Во-первых, измерьте толщину уплотнения крышки, наиболее распространенная толщина уплотнения крышки барабана составляет от 0,25 мм до 0,32 мм, варьируется в зависимости от требований клиентов. Если толщина уплотнений крышки ниже, чем она...viewАнализ рыночного спроса и выбор сырья для стальной барабанной упаковкиJuly 1, 2022Бочонок-делая материалы должны соотвествовать следующим:(1) бочонок-делать потребности использовать высококачественную низкоуглеродистую сталь, материал должен иметь хорошую стабильность пластичности и деформации, и...view
Как выбрать отличные уплотнения крышки барабанаJune 30, 2022Во-первых, измерьте толщину уплотнения крышки, наиболее распространенная толщина уплотнения крышки барабана составляет от 0,25 мм до 0,32 мм, варьируется в зависимости от требований клиентов. Если толщина уплотнений крышки ниже, чем она...viewАнализ рыночного спроса и выбор сырья для стальной барабанной упаковкиJuly 1, 2022Бочонок-делая материалы должны соотвествовать следующим:(1) бочонок-делать потребности использовать высококачественную низкоуглеродистую сталь, материал должен иметь хорошую стабильность пластичности и деформации, и...view Стоимость доставки увеличивается! Руководство порта США ожидает, что перегрузка будет продолжена до 2022 годаJune 30, 2022Некоторые представители портов США недавно предсказали, что хаос и перегрузка основных каналов доставки в мире продолжатся до следующего года. Из-за высокой температуры доставки, вызванной производителями a...view
Стоимость доставки увеличивается! Руководство порта США ожидает, что перегрузка будет продолжена до 2022 годаJune 30, 2022Некоторые представители портов США недавно предсказали, что хаос и перегрузка основных каналов доставки в мире продолжатся до следующего года. Из-за высокой температуры доставки, вызванной производителями a...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


